







ПОС-33 – 247 °C. Припої ПОС-61 і ПОС-63 плавляться при постійній температурі 183 °C, оскільки їхній склад практично збігається зі складом евтектики олово-свинець, яка складається з 61,9 % олова за масою з температурою плавлення 183,3 °C.
При якій температурі паяють мікросхеми паяльною станцією
Зміст:
- 1 При якій температурі паяють мікросхеми паяльною станцією
- 2 До скількох градусів може нагріватися паяльник
- 3 Різновиди припоїв
- 4 Яка температура має бути
- 5 Блог про електроніку
- 6 Способи отримання потрібної температури
- 7 Декілька правил паяння
- 8 Для чого потрібно знати температури паяльника
- 9 Розплавлення різних матеріалів
- 10 Устаткування для вимірювання температури
- 11 Переваги і недоліки
- 12 Процедура реболлінгу
- 13 Багатогранність розв'язуваних завдань
- 14 Керамічні нагрівачі
- 15 Особливе завдання
- 16 Безпека – наше все
- 17 Перемикачі та димери
- 18 Температура плавлення припою та технічні характеристики
- 19 Види та характеристики припоїв
- 20 Використання сплавів олов'яно-свинцевої групи
- 21 Низькотемпературні припої
- 22 Паяльна паста
- 23 Припій ПІС 60 з флюсом
- 24 Температура плавлення та інші властивості припоїв на основі олова та свинцю
- 25 Галузь застосування
- 26 Температура плавлення припоїв та легкоплавких сплавів
- 27 Марки м'яких припоїв для паяння паяльником
- 28 Щільність припоїв та бабітів, їх теплопровідність та КТлР
- 29 Характеристики ПІС 30
- 30 Склад та теплопровідність припоїв та бабітів при різних температурах
- 31 Паяльна паста
- 32 Характеристики ПОС-90
Основне завдання паяльника під час спаювання різних контактів полягає в розплавленні припою та нанесенні його на потрібне місце. Природно, що для цього потрібна температура паяльника, яка була б вищою, ніж температура плавлення витратних матеріалів. З урахуванням того, що для різних металів та їх сплавів вона може сильно відрізнятися, випускають інструменти з різною потужністю, які здатні працювати в різних параметрах. Адже надто високі показники виявляються такими ж шкідливими для якісного з'єднання, як низькі. Тільки в першому випадку все призведе до розплавлення припою до такого стану, коли вже неможливо буде працювати, а в другому – він не зможе нормально розплавитися для з'єднання.
Всі ці причини призводять до того, що температура жала паяльника має бути оптимальною. Для кожного випадку підбираються свої варіанти, які повинні допомогти досягти кращих результатів. Для визначення того, яка температура жала паяльника при пайці повинна бути, враховується витратний матеріал, товщина проводів, матеріал контактів та інші параметри.

До скількох градусів може нагріватися паяльник
Багато людей, які зовсім недавно почали займатися пайкою, цікавить, до якої температури нагрівається паяльник. Кожна паяльна станція має свій оптимальний температурний діапазон. Якщо нагріти жало до таких показників, спаювання поверхонь буде найбільш якісним та швидким.
Як розвальцувати гальмівну трубку своїми руками: інструкція, інструмент, відео
Важливо! При роботі з паяльниками потрібно завжди пам'ятати одну особливість, яка пов'язана з тим, що жало пристрою повинно розігріватися настільки сильно, щоб метали, що обробляються, відразу ж плавилися.
Не варто давати паяльнику перегріватись. Це призведе до того, що припоєм буде в рази важче користуватися. Оптимальними є значення від 250 до 300 градусів.
Різновиди припоїв
Вся різноманітність припоїв ділять на дві категорії:
До категорії м'яких відносяться припої, які мають температуру плавлення до 400 ℃ та порівняно низьку механічну міцність (опірність розривам до семи кілограмів на квадратний міліметр). Їх можна плавити паяльником.
У маркуванні такого припою завжди є абревіатура ПОС і цифри, що вказують на конкретний відсотковий вміст олова. Для прикладу варто навести дуже поширений припойний матеріал ПОС-61, робоча температура якого дорівнює від 190 до 260 ° за Цельсієм.
ПОС-61 та інші м'які олов'яно-свинцеві припої, зокрема, використовують у радіомонтажі. Загалом під час роботи з друкованими платами треба діяти вкрай акуратно.

Різкого нагріву та підвищення температури краще уникати, а тривалість дії паяльником не повинна перевищувати більше двох секунд. Особливо це стосується таких об'єктів, як інтегральні мікросхеми та польові транзистори.
Для отримання спеціальних властивостей до складу олов'яно-свинцевих припоїв можуть вводити вісмут, кадмій, сурму та інші метали. Випускають легкоплавкі припої у вигляді литих прутків, паст, дротів, порошків, стрічок, а також трубочок діаметром від 1 до 5 мм з каніфоллю всередині.
Серед перевірених виробників таких припоїв варто виділити бренди Felder та AIM.
І ще один додаток: фахівці рекомендують для зберігання припоїв не використовувати металеві коробки, кришечки, бляшанки. Припої можуть прилипнути до металу – у результаті на стінках з'являється каніфольна каша, працювати з якою буде не надто комфортно.
Тверді припої характеризуються тим, що виробляють високоміцні шви. У радіомонтажних роботах вони використовуються набагато рідше, ніж легкоплавкі. Причому можна виділити дві підгрупи твердих припоїв – мідно-цинкові та срібні.
Перші використовуються для паяння бронзи, сталі, латуні та інших металів, що мають велику температуру плавлення. Цікаво, що їхній колір залежить від відсотка вмісту цинку. А температура плавлення, припустимо, припою ПМЦ-42 дорівнює 830 ℃.
Срібні припої мають, мабуть, ще більшу міцність. Їх застосовують, в основному, для паяння мідно-латунних та срібних виробів. Температура плавки таких припоїв знаходиться в діапазоні від 720 до 830 ℃. Під час роботи з такими матеріалами застосовують пальник.
Яка температура має бути
Трапляються випадки, коли оптимальні температурні показники можуть відрізнятися. Це залежить від кількох факторів, з якими можна ознайомитись нижче.
Залежно від використовуваного припою

Припій ПСР використовується під час паяння багатьма майстрами
Показники нагрівання паяльника необхідно вибирати окремо для кожного процесу. Наприклад, під час спаювання однакових контактів із застосуванням того самого припою параметри інструменту залишаються незмінними. Однак, якщо доводиться користуватися різними різновидами припою, доведеться зайнятися налаштуванням інструменту та відрегулювати режими його роботи.
Треба підлаштовуватися під потрібні характеристики, щоб було комфортно працювати з матеріалами.Щоб взаємодіяти з певними типами припоїв, необхідно встановлювати розігрів жала паяльника таким чином, щоб воно нагрівалося на 5-10 градусів більше за температуру плавлення.
У таблиці можна знайти інформацію про те, наскільки сильно треба нагрівати жало для тієї чи іншої марки припою.
| Різновид припою | Нагрів (градуси Цельсія) |
| Сплав Вуда | 80 |
| Сплав Розе | 90 |
| ПСРЗІ | 100 |
| ПОЗІ 30 | 150 |
| ПСР | 240 |
| ПСР 1,5 | 290 |
| ПСР 2 | 250 |
Додаткова інформація! Необхідно обов'язково керуватись інформацією з таблиці. Це дозволить простежити, щоб припій не зміг сильно нагрітися.
Температура плавлення різних металів

Олово – припій, що користується популярністю серед любителів пайки
Варто зазначити, що далеко не завжди вдається скористатися вже готовими марками припою. Досить часто люди стикаються із ситуаціями, коли доводиться працювати з нестандартними металами. Складність використання таких матеріалів полягає в тому, що всі вони плавляться при різних показниках температури. Тому доводиться більш ретельно стежити за нагріванням джала.
Однак перш ніж підключати пристрій до розетки, необхідно точно дізнатися, як називається дріт для паяльника, який використовується як припой. Це допоможе визначити, наскільки сильно доведеться розігрівати інструмент для плавлення металу, що використовується.
У таблиці нижче можна ознайомитись з оптимальною температурою паяльника для паяння оловом та іншими матеріалами.
| Назва металу | Плавлення (градуси Цельсія) |
| Олово | 232 |
| Вольфрам | 3400 |
| Німеччина | 930 |
| Дуралюмін | 650 |
| Залізо | 1540 |
| Золото | 1065 |
| Іридій | 2400 |
| Калій | 65 |
| Костянтин | 1260 |
| Кремній | 1415 |
| Латунь | 1000 |
| Легкоплавкий сплав | 60 |
Додаткова інформація! Багатьох цікавить, скільки гріється паяльник до потрібної температури. Насправді точний час нагрівання визначити досить складно.Все залежить від моделі паяльної станції і її потужності. Наприклад, старі моделі нагріваються досить довго.
Блог про електроніку


І ось ти вирішив поринути в електроніку з головою, затарився паяльником, купив припій і… А що далі? Якщо погано бідно, то як треба паяти представляють усі, а ось тонкощі технології відомі далеко не багатьом і приходять із досвідом. Що ж, прискорю цей згубний процес і розповім тобі кілька хитрощів.
Способи отримання потрібної температури

Регулятор потужності дозволяє настроювати температуру
Очевидно, що при використанні пристроїв потужністю 100 Ватт температура жала матиме обмеження. Справа в тому, що не можна буде збільшити максимальне значення нагріву. При цьому знизити її також не вдасться. Один із можливих способів зниження температурних параметрів – використання пристроїв потужністю 30-40 Вт. Однак у такий спосіб мало хто користується, тому що не хочеться купувати кілька моделей паяльників різної потужності.
Щоб швидко отримати потрібну температуру, використовуючи один пристрій можна скористатися спеціальними регуляторами. Це дуже зручні пристрої, за допомогою яких можна обмежити потужність паяльних станцій. Внаслідок цього їх паяльна труба буде в рази менше грітися.
Варто відзначити, що багато сучасних моделей паяльних станцій вже оснащені такими регуляторами. Однак, якщо використовується бюджетний паяльник без вбудованого модуля для налаштування потужності, його доведеться придбати окремо.
Декілька правил паяння

Є одне непорушне правило: температура паяльника повинна бути вищою за температуру розплавлення припою.
Причому припойний матеріал має бути розплавлений повністю ще до того, як він заповнить порожні простори і рівномірно розподілиться по поверхні.
Якщо жало паяльника виявиться надто перегріте, припій окислиться і паяльний шов вийде не надто якісним. До речі, оксиди можуть з'явитися і на самому паяльнику, і для того, щоб їх позбутися, фахівці радять придбати так званий активатор жала — дійсно дуже корисна річ.
А якщо жало паяльника буде не просто перегріте, а перегорить, то припійне матеріал взагалі перестане на ньому триматися. «Холодна» пайка (тобто коли температура жала паяльника менша за оптимальну) теж не дасть очікуваного результату.
Якщо припойний матеріал не плавиться до плинного стану, місце спайки стає матовим і шорстким, а з'єднання не надто міцним.
І ще одне важливе правило, придатне для будь-якої пайки: температура самих елементів, що спаюються, неодмінно повинна бути однаковою.



Для чого потрібно знати температури паяльника

Багато паяльних станцій оснащуються регуляторами потужності
Деякі люди вважають, що не обов'язково знати, наскільки сильно розігріте паяльне жало. Однак насправді кожна людина, яка займається пайкою, має стежити за цими показниками. Справа в тому, що інформація про нагрівання жала спрощує використання паяльника. З її допомогою можна дізнатися, чи добре розігріти інструмент для роботи з використовуваним припоєм.
Також було б непогано простежити за тим, скільки паяльник нагрівається до потрібних температур. Це допоможе зрозуміти, коли його слід відключити від розетки, щоб він не перегрівався.
Важливо! Під час роботи з розігрітим паяльним жалом треба бути дуже обережним. Не можна його класти на дерево, а також пластикові та поліпропіленові поверхні. Вироби із поліпропілену можуть розплавитися.
Розплавлення різних матеріалів
У майстра цілком може виникнути необхідність паяння міді – мова, наприклад, може йти про труби опалення або інші вироби з кольорового металу.
Працювати паяльником з міддю та її різними сплавами можна, застосовуючи різні припої як м'які, так і тверді. У цьому температура паяння мідних елементів м'якими припоями становить 250-300 ℃, а твердими – 700-900 ℃.

А якою має бути температура жала паяльника, якщо треба паяти, припустимо, поліпропіленові вироби? В даному випадку оптимальною буде температура +260 ℃, а умовний допустимий діапазон – від +255 до +280 ℃.
Але варто відзначити, що якщо перегріти паяльник вище 271 ℃ і зменшити час нагріву інструменту, то поверхня зони паяння прогріється значно більше від внутрішньої частини. Це означає, що в результаті зварювальна плівка виявиться дуже тонкою.
Устаткування для вимірювання температури

Використання датчиків – найпростіший метод вимірювання температури
Найчастіше визначення температурних показників використовуються спеціальні лабораторні трансформатори. Вони є практично у кожного майстра, який серйозно займається ремонтом електроніки. Однак є і простіші способи визначення нагріву інструменту.
Наприклад, можна просто виміряти, наскільки сильно розігрілося жало спеціальними датчиками. Таких термометрів досить багато і придбати їх можна практично у будь-якому магазині електроніки.
Вибираючи датчик для відстеження нагріву паяльної станції, необхідно брати до уваги його характеристики. Діапазон вимірів має бути від 0 до 700 градусів за Цельсієм. Цього буде достатньо для будь-якого паяльника, який використовується в домашніх умовах.
Додаткова інформація! Разом із датчиком можна придбати ще спеціальний стабілізатор.За допомогою цього пристрою вдасться утримувати необхідну температуру нагріву, щоб вона не змінювалася.
Люди, які хочуть займатися пайкою, повинні розібратися з особливостями нагріву паяльників. Потрібно визначити оптимальні температури для різних типів припою та розібратися зі способами визначення таких показників.
Переваги і недоліки
Для багатьох домашніх майстрів-початківців актуальною проблемою є вибір паяльника. Не кожен любитель може зрозуміти, варто йому придбати керамічний або все-таки правильніше буде вибрати мідний паяльник. Намагаючись знайти відповідь на поставлене питання, любителі звертаються до відгуків інших майстрів, а також технічної документації приладів, що їх зацікавили. Однак, у першу чергу при виборі потрібно враховувати думку професіоналів, оскільки за рахунок великого досвіду у спайках вони можуть дати дійсно цінні рекомендації. Насамперед ви повинні розглянути переваги та недоліки кожного з пристроїв.
Якщо говорити про мідні паяльники з регулятором температури, то вони мають такі позитивні моменти:
З недоліків можна назвати такі:
- Невисока довговічність, обумовлена постійним перегріванням дроту, який досить швидко згорає. Однак, як показує статистика, найчастіше це відбувається, якщо прилад користуються протягом тривалого часу без перерви. Якщо під час роботи робити паузи, то цього недоліку можна уникнути навіть у китайського пристрою.
- Занадто повільне нагрівання тиснула в момент включення приладу в мережу.
Керамічні паяльники з терморегулятором мають такі переваги:
- Оскільки керамічні паяльники з регулюванням температури мають цілісну конструкцію, вони ніколи не перегорають.
- На нагрівання жала йде набагато менше часу, ніж при використанні мідних паяльників.
- Висока довговічність за умови акуратного використання приладу.
У той же час не позбавлені керамічні паяльники та певних мінусів:
- У разі руйнування жало можна замінити лише оригінальними елементами.
- Чи не переносять механічних впливів. Якщо прилад впаде, то керамічний корпус не витримає такої сильної дії і може тріснути або навіть розбитися.
Процедура реболлінгу
Для проведення реболлінгу чіп поміщають у трафарет і закріплюють спеціалізованою ізолентою. З тильного боку пальцем або шпателем наносять паяльну пасту, потім настроюють фен на температурний режим близько 300 градусів і починають прогрівати. Після появи характерного блиску від розплавленої паяльної пасти дають припою повністю охолонути.
Для звільнення трафарету від чіпа прибирають ізоленту та прогрівають трафарет приблизно до 150 градусів, наприкінці процедури деталь повинна звільнитися. Буває, що відразу неможливо дістати деталь з китайського трафарету, тому може виникнути необхідність акуратно зачепити її.
Під час зворотного паяння мікросхеми оцінюють ризики, викладають чіп необхідну кількість разів для точного збігу п'ят та куль. Потім виставляють на паяльному фені температуру від 330 до 350 градусів і гріють доти, поки розплавлений припій не дасть можливість самому чіпу стати на місце.
Всі розуміють, як можна за допомогою звичайного паяльника ЕПСН, потужністю 40 ватів, і мультиметра, самостійно ремонтувати різну електронну техніку з вивідними деталями.Але такі деталі зараз зустрічаються, в основному тільки в блоках живлення різної техніки, і тому подібних силових платах, де протікають значні струми, і є висока напруга, а всі плати управління зараз йдуть на SMD елементній базі.
Багатогранність розв'язуваних завдань

Паяльник DREMEL VersaTip працює на рідкому газі бутані, виконує 6 операцій: паяння, плавлення, термоусадка, випалювання (пірографія), гаряче різання, видалення фарби
Деякі паяльники вміють як паяти, а й здійснюють низку інших завдань. Наприклад, газова модель DREMEL VersaTip здатна виконувати одразу шість операцій. Інструмент підходить для запаювання, розплавлення, термоусадки, випалювання (пірографії), гарячого різання та видалення фарби. Таку різноманітність робіт вдається здійснювати завдяки шести змінним насадкам.
Керамічні нагрівачі
Для чого і навіщо потрібний паяльний флюс
На відміну від виробів, що комплектуються ніхромовим дротом, керамічна складова може прослужити довше за свого конкурента. Керамічний елемент дозволяє діяти при максимально допустимих порогах, опір мінімальний. Електрична напруга поширюється за жалою, наслідком чого відбувається нагрівання. Керамічні нагрівачі вимагають уваги, при механічних впливах руйнуються, стають непридатними.

Паяльник із керамічним нагрівачем
Ціна паяльника з керамічним наконечником вища, тому важливо підібрати якісний матеріал. Довговічна та надійна робота здійснюється шляхом акуратного користування складовою
Особливе завдання
Крім паяльників для металу, широко використовуються інструменти для паяння поліпропіленових труб – популярного на сучасному будівельному ринку матеріалу. І зовні, і насправді це зовсім інші пристрої.
Виділяють три види паяння поліпропіленових труб: розтрубна, стикова та електромуфтова.
. У побуті найпоширенішою є розтрубна (або пайка в розтруб). Її використовують коли потрібно з'єднати елементи діаметром до 49 мм. З'єднання здійснюють за допомогою спеціальних муфт – їх, як і труби, нагрівають до необхідної температури та з'єднують.
Апарат для розтрубного паяння є електричним нагрівальним приладом. Його основна частина – нагрівальний елемент особливої мечоподібної форми, з отворами, пристосований для установки насадок зварювання для різного діаметра труб (наприклад, 20, 25, 32, 40 мм). Насадки вкриті антипригарним матеріалом, їх необхідно періодично протирати, звільняючи від пластмаси, що налипла. Для підтримки заданої температури встановлено терморегулятор.

Апарат для зварювання пластикових труб DENZEL DWP-1500 йде в комплекті з кейсом, 6 насадками, ключем для їх заміни та ножицями для різання пластикових труб

Апарат для зварювання пластикових труб Prorab 6405K, в кейсі рулетка, підставка, викрутка, нож для різання труб, ключ, рукавички, набір зварювальних насадок
Безпека – наше все
Паяння не зварювання. Як відомо, іскри від неї не летять, але небезпека організувати пожежу є цілком реальною. А тому працюйте на чистому столі, з якого прибрано сторонні предмети. Слідкуйте, щоб поряд не було ніяких горючих чи легкоплавких матеріалів, а шнур паяльника не скручувався та не натягувався.
Будьте уважні та обережні, щоб не обпектися. Після роботи обов'язково вимийте руки та провітріть приміщення. Прибирати паяльник на зберігання можна лише холодним.
Новий паяльник при першому увімкненні почне диміти.Це зовсім не говорить про його несправність – просто вигоряє клейка стрічка або клейкий шар, яким були склеєні листи слюди під час виробництва нагрівача, а також сліди мастила на деталях паяльника. За кілька хвилин дим припиниться.

Lukey 852D+
Термоповітряна паяльна станція
Особливості: 750 Вт; паяльник + технічний фен (паяння металу; з'єднання, термоусадження, моделювання, зварювання пластикових деталей); робочі температури: 200-480 ° C (паяльника), 100-420 ° C (фена); у комплекті паяльник, 4 насадки, фен, тримачі

BauMaster SI2005-60
Особливості: 60 Вт; робоча температура 450 ° C; розмір «жала» дозволяє ефективно працювати навіть із дрібними деталями (призначений для монтажу та ремонту електронних деталей на друковані плати за допомогою припою); пластикова неслизька рукоятка

СОЮЗ ПС2005-100
Особливості: 100 Вт; розмір "жала" дозволяє ефективно працювати з дрібними деталями (призначений для монтажу та ремонту електронних деталей на друковані плати за допомогою припою); велика тепловіддача «жала»; дерев'яна рукоятка, покрита лаком

Sturm SI2321C
Особливості: 210 Вт; робоча температура 350 ° C; нагрівання за 12 сек.; паяння кераміки, скла, металів; легка заміна «жала»; можливість працювати однією рукою; підсвічування; в комплекті 2 наконечники, лупа з фіксатором для дрібних деталей, підставка, скрепер, ключ, флюс, припій, відсмоктувач для припою, кейс

Kovea KTS-2501 Auto Gas Iron
Особливості: робочі температури до 1300 ° С; п'єзоелемент, можна заправляти рідким бутаном із звичайних балонів для запальничок або підключати до стандартного цангового балона 220 г; можливе вільне обертання; в комплекті: паяльна насадка, термозбіжна насадка

Topex 44E002
Особливості: 100 Вт; робоча температура 350 ° С; паяльник імпульсний, тип нагрівання періодичний

ERSA Independent-130
Особливості: від 25 до 130 Вт; робоча температура 580 ° С; п'єзопідпал; плавне регулювання потужності; в комплекті ProfiSet-130 футляр, підставка, губка, що чистить, 4 «жала» для контактного паяння, формувальне лезо, сопло для роботи гарячим газом, форсунка для роботи відкритим полум'ям, насадка для нагріву повітрям термозбіжних ізоляційних трубок

Перемикачі та димери
Перемикач простого типу дозволяє вибрати положення в двох напрямках. Агрегат експлуатується на мінімальних та максимальних величинах віддачі, дозволяючи лише економити електроенергію. При мінімальному рівні жало підтримується необхідним ступенем нагріву на підставці, натискання на перемикач розігріває його. Виробом, оснащеним зазначеним типом перемикача виконати якісне злиття металів важко, т.к. відсутня повна настройка параметрів.Диміровані різновиди регульованих пристроїв дозволяють вибрати важливі параметри.

Саморобний димер для паяльника
Пристрій включає диммер, який присутній у сітці між кабелем живлення та нагрівальним елементом. Регулювання проводиться шляхом контролю вольтажу, дані механізми популярні серед радіоаматорів-початківців, за рахунок не високої ціни.
Температура плавлення припою та технічні характеристики

Припій – це метал або суміш металів, які використовуються при пайці з метою з'єднання деталей. Як правило, використовуються сплави на основі, олова, міді та нікелю. Припій з урахуванням олова входить у групу легкоплавких припоїв. І температура плавлення припою не перевищує 450 °C. Ці склади широко використовуються для роботи з радіоапаратурою.Дуже поширеними є припої на базі олова та свинцю, вони широко застосовуються у нашій металопромисловості: абревіатура ПОС.
Для складання саморобних пристроїв найпростішої конструкції досить поширеного припою ПОС-61 або подібного. Сплав можна добути зі старої друкованої плати від електронного приладу та зібрати його паяльником із паяних контактів.
Види та характеристики припоїв

Бувають м'якими (легкоплавкими) та твердими. Для монтажу радіоапаратури використовуються легкоплавкі з температурою плавлення 300-450 °C. М'які припої поступаються по міцності твердим, хоча для збирання електроприладів використовуються саме вони.
Легкоплавкі сплави – це зазвичай сплав свинцю та олова головним чином. Дещо є легуючих елементів.
Домішки інших металів вводяться для отримання певних характеристик:
- пластичності;
- температури плавлення;
- міцності;
- стійкість до корозії.
Число в позначенні марки говорить про те, скільки відсотків олова в ньому міститься. Так, у припою ПОС-40 технічні характеристики такі, що у ньому 40% Sn, а ПОС-60 – 60%.
Якщо марка невідома, склад можна оцінити за непрямими ознаками:
- Температура плавлення ПІС – 183-265 °C.
- Якщо у припою металевий блиск, значить, у ньому досить багато Sn (ПОС-61, ПОС-90). Якщо колір темно-сірий, а поверхня матова, це говорить про високий вміст свинцю, саме він надає сірого відтінку.
- Припої, що містять велику кількість свинцю дуже пластичні, а олово надає міцності та жорсткості.
Використання сплавів олов'яно-свинцевої групи
До таких сплавів належать такі:
- ПОС-90 містить у складі: Pb – 10%, Sn – 90%. Використовується для ремонту медичного обладнання та харчового посуду.Токсичного свинцю небагато, тому що не можна, щоб він стикався з їжею та водою.
- ПОС-40: Pb – 60%, Sn – 40%. Головним чином використовується для паяння електроапаратури та виробів з оцинкованого заліза, також з його допомогою чинять радіатори, латунні та мідні трубопроводи.
- ПОС-30: Sn – 30%, Pb – 70%. Застосовується в кабельній промисловості, для паяння та лудіння та листового цинку.
- ПОС-61: Pb 39%, Sn 61%. Як із ПОС-60. Немає особливої різниці.
За допомогою ПОС-61 здійснюється лудіння та паяння друкованих плат радіоапаратури. Це – головний матеріал для збирання електроніки. Плавитися починає зі 183 °C, повне розплавлення при 190 °C. Паяти з цим припоєм можна за допомогою звичайного паяльникане боячись того, що радіоелементи перегріються.
ПІС-30, ПІС-40, ПІС-90 розплавляються при 220-265 °C. Для багатьох радіоелектронних елементів ця температура є передкритичною. Складання саморобних електронних пристроїв здійснювати краще з ПОС-61, зарубіжним аналогом якого можна вважати Sn63Pb37 (де Sn 63%, а Pb 37%). Також з його допомогою паяється радіоапаратура та саморобна електроніка.
Припої продаються, як правило, у тюбиках або котушках по 10-100 г. Склад сплаву можна прочитати на упаковці, наприклад: Alloy 60/40 (Сплав 60/40 – ПОС-60). Виглядає, як дріт діаметром 0,25-3 мм.
Нерідко у його складі знаходиться флюс (FLUX), що заповнює серцевину дроту. Зміст вказується у відсотках та становить 1-3,5%. Завдяки цьому форм-фактору під час роботи немає потреби подавати флюс окремо.
Різновид ПОС – ПОСС являє собою олов'яно-свинцевий сплаc сурмою, і використовується в автомобілебудуванні, в холодильному устаткуванні, для паяння елементів електроапаратури, обмоток електромашин, кабельних виробів і моточних деталей; підходить для спаювання оцинкованих деталей. Крім свинцю та олова в сплаві 0,5-2% сурми.
Як показує таблиця, ПОС-61-0,5 найбільше підходить для заміни ПОС-61, адже температура його повного розплавлення – 189 °C. Існує також припій абсолютно не містить свинцю, олов'яно-сурм'янистий ПОС 95-5 (Sb 5%, Sn 95%) з температурою плавлення 234-240 °C .
Низькотемпературні припої

Є припої, призначені спеціально для паяння деталей із великою чутливістю до перегріву. Найбільш "високотемпературний" серед низькотемпературних – це ПОСК-50-18 з температурою плавлення 142-145 °C. У ПОСК-50-18 міститься 8% кадмію, 50% олова та 32% свинцю. Кадмій посилює стійкість до корозії, проте водночас надає токсичності.
По спаданню температури слід РОЗЕ (Sn 25%, Pb 25%, Bi 50%), що маркується ПОСВ-50. Т пл. – 90-94 °C. Призначений для паяння латуні та міді. Олова у складі цього сплаву 25%, свинцю – 25%, вісмуту – 50%. Співвідношення металів у відсотках може дещо різнитися, а кількість їх, як правило, вказується на упаковці у графі «Склад». Цей припій дуже популярний у електронників. Використовується для демонтажу/монтажу елементів, чутливих до перегріву. До того ж метал ідеальний для лудіння мідних доріжок нової друкованої плати.
Застосовується у плавких захисних запобіжниках у радіоапаратурі.
Ще більш низькотемпературний сплав ВУДА (Sn 10%, Cd 10%, Pb 40%, Bi 40%). Т плавлення – 65-72 °C. Оскільки в сплаві міститься 10% кадмію, він токсичний, на відміну від троянд.
І РОЗЕ, і ВУДА — це досить дорогі припої.
Паяльна паста
Головним чином використовується для паяння компонентів, що монтуються поверхнево (SMD'шек), а також безвивідних мікросхем в BGA корпусах.
Виглядає як кашка сірого кольору, складається з дрібних кульок сплаву Sn62Pb36Ag2 (срібла 2%, свинцю 36%, олова 62%), також у складі міститься флюс без відмивання. Про те, що флюс безвідмивний, говорять дві літери на упаковці NC (No Clean). Флюс, що містить кульки припою, висихає на повітрі, тому зберігається паста у закритій упаковці.
Використовується цей засіб при складному ремонті стільникових та для паяння мікросхем у корпусі BGA. Її застосування передбачає використання додаткового устаткування ремонту мобільних, наприклад, спеціальні трафарети. Коштує паста досить дорого, бо містить срібло.
Зараз у виробництві електроніки масово застосовуються припої без свинцю.
Припій ПІС 60 з флюсом
Температура плавлення та інші властивості припоїв на основі олова та свинцю
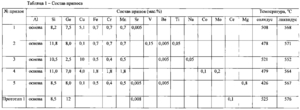
У таблиці представлена температура плавлення припоїв поширених марок на основі олова та свинцю, а також їх теплофізичні та механічні властивості. Властивості припоїв дано за кімнатної температури.
У таблиці наведені такі характеристики: температура плавлення припоїв (солідус та ліквідус) у градусах Цельсія, щільність припоїв, питомий електричний опір, коефіцієнт теплопровідності, тимчасовий опір розриву, відносне подовження, ударна в'язкість, твердість за Брінеллем, HB.
Температура плавлення припоїв (ліквідус – рідкий стан припою) на основі свинцю та олова знаходиться в діапазоні від 145 до 308°С. Слід зазначити, що температура плавлення припою, що дорівнює 145°С, відповідає припою ПОСК 50-18, який відноситься до категорії легкоплавких припоїв.При температурі 308 градусів Цельсія в рідкому вигляді знаходиться припій ПОСС 5-1.
Розглянуті властивості наступних припоїв: ПІС 90, ПІС 61, ПІС 40, ПІС 10, ПІС 61М, ПОСК 50-18, ПОСУ 61-0,5, ПОСУ 50-0,5, ПОСУ 40-0,5, ПОСУ 35-0, 5, ПОС 30-0,5, ПОС 25-0,5, ПОС 18-0,5, ПОС 95-5, ПОС 40-2, ПОС 35-2, ПОС 30-2, ПОС 25-2, ПОС 18 -2, ПОС 15-2, ПОС 10-2, ПОС 8-3, ПОС 5-1, ПОС 4-6.
За даними таблиці видно, що щільність припоїв змінюється від 7300 до 11200 кг/м3. Припоєм з мінімальною щільністю є олов'яно-свинцевий припій ПОС 95-5. Найбільш важким із розглянутих припоїв є припій ПОСС 5-1 – щільність такого припою має величину 11200 кг/м3.
Теплопровідність припоїв у таблиці дана в розмірності ккал/(см·град). Припоями з максимальною теплопровідністю є ПІС 90 і ПОСК 50-18 їх теплопровідність дорівнює 0,13 ккал/(см·с·град).
Читайте також: Вимикачі поплавця для насосів: призначення, пристрій, принципи роботи

Галузь застосування
Паяння заліза за допомогою олов'яного припою
ПІС 40 застосовується при проведенні низькотемпературного паяння з безпосереднім застосуванням припою. Вона є більш економічною, порівняно з високотемпературною чи композиційною. Забезпечує досить надійне та довговічне з'єднання.
Ця присадка застосовується для вирішення наступних завдань:
- термічного з'єднання металевих деталей, в основному латуні, жерсті;
- з'єднання елементів електричної та радіоелектронної апаратури, що не має високих термічних показників;
- усунення тріщин і пробоїв у мідних та оцинкованих ємностях, які не піддаватимуться нагріванню.

Зварювання припоєм ПІС 40
Широке застосування він отримав на підприємствах електричної та радіоелектронної промисловості для закріплення деталей на друкованих платах, апаратурних корпусах. Він дозволяє забезпечити надійне з'єднання та чудову електропровідність. З його допомогою здійснюють паяння та лудіння висновків деталей (резисторів, конденсаторів, ніжок мікросхем та транзисторів), сполучних проводів. Виробляють пайку мідних жил багатожильних проводів та кабелів. Облужують мідні наконечники і припаюють до оболонки кабелю (сталевої або свинцевої). Не дивлячись на відмінність металів з'єднання виходить досить міцним.
Він дозволяє здійснювати герметизацію швів у різних судинах та усунення герметичності в трубопроводах якими проходять не реактивні рідини. Завдяки своїй невисокій температурі плавлення він широко застосовується для лудіння ділянок металу, який необхідно підготувати для подальшого паяння. Наявність у складі присадки тільки олова та свинцю дозволяє після остигання отримати надійне з'єднання. Для паяння виробів із латуні, заліза чи міді застосовують саме прутки діаметрів 8 міліметрів.
Технологічно процес лудіння та подальшого паяння не викликає труднощів і не відрізняється від технологій роботи з іншими припоями. Для отримання якісного поєднання доцільно провести підготовчі роботи. Вони полягають у знежиренні поверхні паяння та попереднього лудіння. Паяльник або паяльна станція вибирається таким чином, щоб можна забезпечити температуру плавлення припою. Тобто температура плавлення припою повинна бути нижче температури плавлення деталей, що спаюються, інакше відбудеться не спайка, а повна дифузія. В цьому випадку не вдасться отримати надійного з'єднання.Для припою ПОС 40 також необхідно враховувати температуру солідуса (точка плавлення легкоплавкого компонента присадки) і температуру так званого ліквідуса (найменша температура при якій припій ставати рідким – для ПОС 40 це 238 ° С).
Цієї температури достатньо для повного розплавлення присадки, гарного прогріву металевої деталі та забезпечення надійного з'єднання за рахунок властивої плинності та прекрасної змочуваності.
Крім нагрівальних апаратів, для забезпечення якісного паяння необхідно підібрати флюс для ПОС 40. При виборі флюсу слід враховувати такі параметри сумісності: вид флюсу, температурний інтервал паяння, агресивності та агрегатного стану. На практиці з ПІС 40 застосовують два види флюсу: активні або пасивні. Перший вид дозволяє видаляти з поверхні металу будь-які окисли. Це відбувається рахунок їх розчинення. Однак розчиняється поверхневий шар самого металу. Такими флюсами є соляна кислота, хлористий цинк та хлористий амоній. Пасивні флюси позбавлені цього недоліку. З їхньою допомогою лише захищають місце майбутнього паяння від можливої корозії. Яскравими представниками цього класу є добре відомі віск та каніфоль.
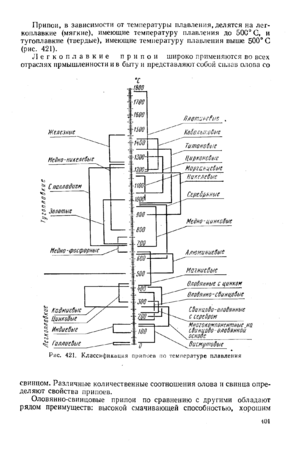
Температура плавлення припоїв та легкоплавких сплавів
У таблиці наведено значення температури плавлення припоїв і легкоплавких сплавів на основі ртуті Hg, цезію Cs, калію K, вісмуту Bi, талію Tl, індії In, олова Sn, свинцю Pb, кадмію Cd, сплаву Вуда, сплавів Роуза (Розі), золота Au , магнію Mg, цинку Zn, срібла Ag.
Значення температури плавлення припоїв і сплавів у таблиці наведені починаючи з легкоплавких сплавів і знаходяться в діапазоні від -48,2 до 262°С. У сплавах з негативною температурою плавлення (від мінус 48,2°С) переважає вміст ртуті та лужних металів. Легкоплавкі сплави з температурою плавлення від 200 до 260°С мають у своєму складі переважний вміст вісмуту та талію.

Примітка: евт – евтектичні сплави або близькі до них; для неевтектичних сплавів наводяться значення температури солідуса.
Марки м'яких припоїв для паяння паяльником
М'які припої застосовуються разом з електричним паяльником та флюсом. Олово, що входить до складу, є екологічно чистим продуктом, може застосовуватися до з'єднання елементів харчової промисловості. Найбільш поширеним є виріб паяння третин, який отримав свою назву через вміст третини свинцю складом. М'які припої поділяються на різновиди відповідно до призначення, температури плавки.

Низькоплавкі припої використовуються для паяння чутливих до перегріву деталей, таких як запобіжники, транзистори. До складу входять свинець, олово, вісмут та кадмій, останній матеріал токсичний, застосовується не у всіх сферах діяльності. Плавлення виробів Вуда починається з найнижчої температури – 69 °C.
Вітчизняні марки продуктів мають маркування ПІС, з додаванням деяких речовин найменування змінюється. Наприклад, ПОСВ – 33 має рівні частини свинцю, олова та міді, застосовується до латунних, мідних деталей, що потребують герметичного шва.
Читати також: Глибинний насос потічок
Основні технічні характеристики м'яких припоїв для паяння електричним паяльником
Технічні характеристики матеріалів, що застосовуються до паяння, поділяються на деякі параметри:
- провідність або питомий електричний опір становить 0,1 ом на метр.Припій олов'яно-свинцевого типу проводить електричний струм набагато гірше, ніж алюміній або мідь;
- міцність при розтягуванні вимірюється кг/мм, низькотемпературні припої не включають цей параметр, т.к. не розраховані на навантаження. Параметр залежить від кількості олова, що його більше, тим вище число. Наприклад, припій марки ПІС – 61 має міцність 4,3 кг на мм, а ПІС – 90 4,9 кг/мм.
- температура плавлення залежить від призначення складових частин.
Щільність припоїв та бабітів, їх теплопровідність та КТлР
У таблицях дано теплофізичні властивості деяких припоїв та бабітів (антифрикційних підшипникових матеріалів) при кімнатній температурі. Представлені такі властивості, як: щільність, коефіцієнт температурного розширення та теплопровідність.
Вказані властивості наступних припоїв та бабітів: ПОС-30, ПОС-18, ПСр45, ПОЦ70, ПОЦ60, 34А, евтектичний силумін; Бабіти, Б83, Б16, БКА, Б88, Б89, Б6.
Слід зазначити, що щільність припоїв, коефіцієнт температурного розширення (КТлР) та теплопровідність припоїв та бабітів мають близькі значення, за винятком припою 34А та евтектичного силуміну, які у 2-4 рази легші.

Характеристики ПІС 30
ПІС 30 – це проміжне ланка між ПІС 10 і ПІС 40. ПІС 30 складається з: 30% олова і 69,5% свинцю. Решта легування та домішки. ПІС 30 можна не вагаючись замінити на ПІС 40. Температура плавлення (ліквідус) дорівнює 238 °С, а температура пластичності (солідус) дорівнює 183 °С. ПОС 30 зазвичай застосовується для паяння та лудіння радіаторів та листового цинку.
Плюси ПІС 30
Мінуси ПІС 30
Склад та теплопровідність припоїв та бабітів при різних температурах
У таблиці представлений склад та значення коефіцієнта теплопровідності алюмінієвих антифрикційних сплавів, бабітів та припоїв при температурі від 4 до 300 К (від -269 до 27 ° С).
Розглянуті такі припої та підшипникові матеріали: АН2,5, АО6-1, БКА, Б16, Б83, Б88, ПОС61, ПОС18, ПОССу18-2, ПОССу40-2, сплав Вуда, сплав Розе, ПСр25, ПСр44, ПСр70.
Найбільш теплопровідним антифрикційним сплавом, за даними таблиці, є сплав АО6-1 його теплопровідність дорівнює 180 Вт/(м·град). Найбільшу теплопровідність серед розглянутих припоїв має срібний припій ПСр70 (на основі срібла та міді) – теплопровідність цього припою дорівнює 170 Вт/(м·град).

Джерела:
- фізичні величини. Довідник А.П. Бабичів, Н.А. Бабушкіна, А.М. Братковський та ін; За ред. І.С. Григор'єва, Є.З. Мейліхова. – М.: Вища школа, 1991. – 1232 с.
- Чиркін В.С. Теплофізичні властивості матеріалів ядерної техніки.
- Таблиці фізичних величин. Довідник За ред. акад. І.К. Кікоїну. М.: Атоміздат, 1976. – 1008 с.
- Кольорові метали. Довідник – Нижній Новгород: "Вента-2", 2001. – 279 с.
Паяльна паста
Паяння найчастіше здійснюють з використанням припою та флюсу. З метою якісного виконання роботи необхідно вибирати правильну марку сплаву для кожної конкретної задачі.
Паста відрізняється від звичайного припою тим, що в ній міститься одразу два компоненти: припій та флюс, що значно прискорює процес спаювання деталей, особливо коли йдеться про smd елементи.
Будь-яка паста є густою щільною сумішшю різних речовин. Вона набула широкого поширення у промисловості. Виробники електроніки активно використовують її своєму виробництві.

Різновиди паяльних паст.
Залежно від складу пасти розрізняють такі види:
- відмивальні;
- водорозчинні;
- галогеновмісні;
- безвідмивальні;
- без галогенів.
Її властивості визначаються типом флюсу, який до неї додають. Якщо йдеться про перший тип, тоді там використовується каніфоль. Щоб очистити виріб від такої пасти, застосовують розчинник.
Важливо вибирати правильну пасту в залежності від роботи, що виконується. Наприклад, якщо доведеться паяти безліч дрібних деталей на платі, тоді краще віддати перевагу густішій пасті.
Для якісного паяння необхідно провести підготовчі роботи. Плату слід очистити та знежирити. Всі контакти слід заблудити, використовуючи легкоплавкий припій.
При роботі зі smd елементами необхідно наносити тонкий шар пасти. В іншому випадку можна замкнути контакти мікросхем.
З використанням плати великого розміру доцільно використовувати нижній підігрів. Це найкраще здійснити за допомогою паяльної станції. Також з цією метою можна використовувати термофен або інші засоби, щоб забезпечити нагрівання до 150°С. Якщо про це не подбати, тоді її може повести.
Після закінчення роботи всі надлишки пасти видаляються, що можна легко здійснити за допомогою паяльника з різними насадками.
Характеристики ПОС-90
ПОС-90 на 90% складається з олова та на 10% зі свинцю. Також у ньому близько 0,1% сурми та 0,05% міді. Найчастіше застосовується для паяння та лудіння внутрішніх швів. медичної апаратури і харчового посуду. Температура плавлення ПІС 90 дорівнює 220 градусів.
Плюси ПІС 90
- низький вміст свинцю;
- рідко підробляють;
- низький опір;
- висока міцність.
Мінуси ПІС 90