







Пайка не є надійним видом кріплення – під час роботи двигуна проводка може вібрувати з великою силою, що призведе до руйнування з’єднання; високий ризик появи мікротріщин, які в 100% випадків призводять до замикання і загоряння.
З'єднання проводів пайкою при електромонтажі
Зміст:
- 1 З'єднання проводів пайкою при електромонтажі
- 2 Підключення проводів скручуванням та паянням – що каже ПУЕ?
- 3 Паяння скручування мідних проводів
- 4 Паяння проводів у розподільчій коробці
- 5 Як правильно паяти паяльником з каніфоллю. Частина 2
- 6 Як правильно паяти дроти паяльником
- 7 Чому припій не тримається на паяльнику?
- 8 Підготовка паяльника для паяння проводів
- 9 У разі нікелевого покриття
- 10 Вибір флюсу та припою для паяння проводів
- 11 Чому припій не тримається на паяльнику?
- 12 Як паяти паяльником мідні дроти
- 13 У разі нікелевого покриття
- 14 Правильна підготовка до роботи
- 15 Етапи лудіння жала
- 16 Як правильно паяти паяльником дроти: мідні, алюмінієві
- 17 Переваги та недоліки паяння електропроводки
- 18 З'єднання міді та алюмінію
- 19 Що потрібно для паяння електропроводки
- 20 Паяння міді в домашніх умовах
- 21 Як правильно запаяти дроти
- 22 Процес паяння електропаяльником
- 23 Як паяти мідні та алюмінієві дроти.
- 24 Процес паяння електропаяльником
- 25 Рекомендації, запобіжні заходи
- 26 Матеріали для паяння
- 27 Як проводити пайку вдома: рекомендації
- 28 Зварювання
- 29 Чим паяти нержавіючу сталь
- 30 Які існують припої
- 31 Паяння оцинкованого заліза
У цій статті розгляну з'єднання мідних проводів у розподільчій коробці при електромонтажі за допомогою паяння. Незважаючи, що я перейшов на роз'єми Ваго, які суттєво прискорюють монтаж електропроводки, все ж таки вважаю, що з'єднання проводів пайкою краще. Зараз на мене накинуться прихильники зварювання. Але я сперечатися не буду, скажу тільки, що мені так зручніше, а електричні та механічні властивості такого з'єднання нітрохи не гірші за зварювання.
До речі, знаєте, що років 50-70 тому радіоапаратуру збирали за допомогою зварювання. Це стосувалося лампових (інших не було) телевізорів і радіоприймачів. А потім перейшли на друкарський монтаж, де використовується пайка. Спосіб з паянням вимагає вищої технологічної підготовки, але швидкість та простота монтажу вирішують все.
Отже, публікую кілька фото, що ілюструють паяння проводів у розподільчій коробці. Намагатимуся розкрити всі свої секрети такого електромонтажу. Сподіваюся, мій досвід стане в нагоді моїм читачам. Здебільшого з цією метою я й пишу статті на СамЕлектриці.
Підключення проводів скручуванням та паянням – що каже ПУЕ?
Почнемо з того, що з'єднання дротів скручуванням в електромонтажі заборонено. Принаймні у ПУЕ скрутка не допускається (ПУЕ, п.2.1.21). Точніше, її немає в числі дозволених. Це можна пояснити тим, що якість скручування дуже залежить від досвіду, інструменту і навіть настрою електрика. І перевірити цю якість ніяк не можна, тільки оцінити "на око" або випробувати підвищений струм. Паяння в ПУЕ не допускається, але рекомендується на певних умовах у ГОСТ Р 50571.15-97 та в СП 76.13330.2016 (п.6.3.1.12):
Використання з'єднань пайкою рекомендується уникати, крім комунікаційних схем. Якщо такі сполуки використовуються, то вони повинні бути виконані з урахуванням можливих зсувів, механічних зусиль та підвищення температури при коротких замиканнях (див. 522.6, 522.7 та 522.8). [ГОСТ Р 50571.5.52-2011, пункт 526.2, примітка 1].
Як я розумію, це мотивується тим, що в деяких аварійних режимах температура з'єднання може досягати 300°С, припій розплавиться і стіче. Щиро, я не уявляю, як це може статися, якщо захисні автомати встановлені потрібного номіналу. Але навіть якщо це й станеться – на мою думку, таку проводку потрібно буде повністю змінювати! І вже буде не важливо, розплавився припій, чи ні. Ще мінус паяння – така сполука нерозбірна. А хіба опресування розбірне?
СамЕлектрик.ру в соціальних мережах:
Підписуйтесь! Там також цікаво!
По опресовування – так, спосіб хороший, але він вимагає додаткового обладнання (прес-плещі) та витратних матеріалів (гільзи). Те саме по зварюванню – потрібен трансформатор (інвертор) та графітові стрижні. І досвід – скільки разів бачив, що від перевищення струму кулька на кінці скручування відвалювалася, або схоплювала не всі проводки в скручуванні через малий струм. Тому, я вважаю, що скручування з наступним пропаюванням – найкращий спосіб з'єднання проводів у розподільчих коробках. Паяльник легкий, ціна невелика, припій та каніфоль – копійчані. Далі – докладніше про цей гарячий процес, що пахне)
Паяння скручування мідних проводів

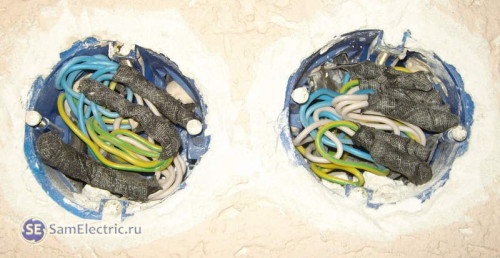
1. Скрутка проводів у коробці
У лівій коробці дроти скручені відповідно до електричної схеми електропроводки. У принципі багато електриків на цьому і зупиняються.І вони на 90% мають рацію, можна ізолювати, така проводка простоїть 100 років, більше нам не треба. Але це за умови, що в цій розподіл. коробці завжди буде сухо, і захисний автомат обраний правильно. Про вибір захисного автомата рекомендую мою статтю – Як вибрати захисний автомат.
Зустрічав, коли у старих коробках було з'єднання скручуванням алюмінію та міді. Це були скручування 50-річної давності! І все чудово працювало! Тут дуже ризиковано, і такі сполуки житимуть довго за дотримання кількох сприятливих умов. Такі скручування зазвичай піддається жорсткій критиці серед електриків, і це вважається вкрай непрофесійним. Але простимо, тим більше, що ті, хто зробив такі скручування, вже в іншому світі, де не треба з'єднувати дроти.
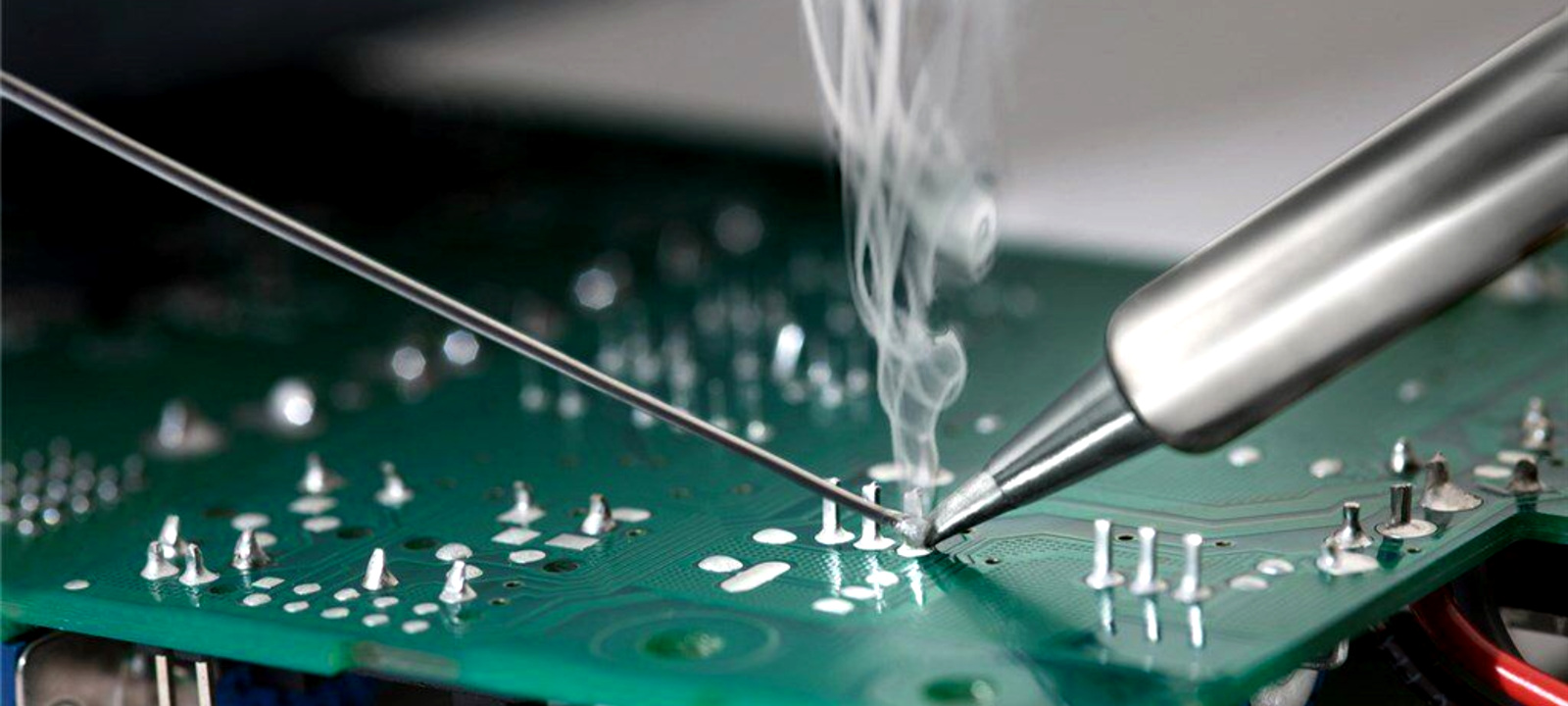
Паяння проводів у розподільчій коробці
Дістаємо паяльник потужністю 65 або 100 Ватт. Потужність залежить від суми перерізів проводів, що спаюються. Наприклад, якщо паяти 3-4 дроти перетином 1,5 кв.мм, то паяльника 65 Вт цілком вистачить. Якщо ж сумарний переріз скручених проводів – понад 10 кв.мм, то паяльник має бути 100 Ватт. Отже, беремо каніфоль у шматку або пластиковій баночці. Провід повинен стирчати кінчиками вгору. Прогріваємо місце скручування, і торкаємо каніфоллю так, щоб вона плавилася і трохи скла вниз по скручуванні.

2. Нанесення каніфолі
Особливо добре це видно на центральному та правому дротах. Потім беремо припій у прутку, прогріваємо одночасно припій і скручування, залуджуючи скручування.
Припій краще використовувати з каніфоллю, зараз такого багато у продажу. Каніфоль знаходиться всередині прутка припою. Якщо каніфолі всередині немає, її необхідно попередньо наносити на скрутку, і ретельніше контролювати час і температуру паяння.інакше каніфоль може просто випаруватися.

3. Паяння скруток у розподільчій коробці
Проводимо спайку дротів. Залуджуємо скручування, щоб припій проник у всі місця. При цьому мідь має бути покрита припоєм на довжині 40…80% довжини скручування.
Потрібно намагатися не перегріти місце паяння, щоб не зіпсувати ізоляцію. Та й взагалі намагатись все робити швидко, на автоматі. Некрасиві кінчики пропаяних скруток, що стирчать, обрізаємо бокорізами (3-5 мм). Спаяли, ізолюємо місця паяння ізолентою (зазвичай використовую ПВХ різних кольорів). І, в принципі, все. Можна мурувати коробки.

5. Ізолюємо місця паяння
6. Укладаємо дроти у розподільних коробках

7. Закриті коробки. Заподліцо
За контакт у таких коробках можна точно не перейматися, можна повністю їх ховати під шаром штукатурки. Хоча, краще мати доступ до коробок, чи мало чого – перевірити, додатково підключити, і т.п.
Як висловився на цю тему сs-cs.net: Якщо вам о 2 годині ночі захотілося подивитися, як там поживає ваше скручування міді з алюмінієм, ви повинні без проблем мати доступ до распред.коробку.
Як правильно паяти паяльником з каніфоллю. Частина 2
Щоб навчитися правильно паяти паяльником з каніфоллю і оловом, необхідно зрозуміти суть процесу. А він полягає в тому, щоб з'єднати два металеві провідники так, щоб з'єднання було міцним і проводило електричний струм.
Для цього використовується паяльник припій та паяльний флюс. Для початку обидва провідники потрібно залудити, тобто покрити тонким шаром припою, а потім спільно нагріти, щоб вони виявилися буквально одним цілим. Хочете навчитися паяти дроти паяльником, прочитайте матеріал до кінця.
Як правильно паяти дроти паяльником
Правильне паяння проводів відрізняється надійністю, довговічністю та красивим виглядом. Щоб правильно паяти мідні дроти потрібно підібрати припій, флюс, зробити підготовку жил проводів. У статті розглянуто питання, як правильно паяти мідні дроти різного перерізу електричним паяльником.

Інструменти та матеріали для паяння мідних проводів
Чому припій не тримається на паяльнику?
Це питання виникає у багатьох новачків. Адже майже у кожного пайовика-початківця був випадок, коли все розігріто до потрібної температури, але немає жодної взаємодії між витратним матеріалом і інструментом. Іноді це відбувається шляхом невеликої поправки параметрів робочого процесу, але часом потрібно застосовувати складніші методи.

Першою та основною причиною, чому паяльник не бере припій, є недостатня кількість необхідного флюсу. Саме це головна помилка новачків. Флюс може бути відсутнім, що легко виправляється його включенням у робочий процес, і тоді якою б високою температура інструменту не була, він не зможе відокремити частину розплавленого металу. Але може статися, що флюс все ж таки застосовується, але його кількості не вистачає, щоб припій залишився на шкоді. Для цього потрібно рясно змастити як саме жало, так і припій. Для цього досить просто мокнути розігріте жало в каніфоль або інший флюс.
Більш складною проблемою є неправильний вибір додаткових витратних матеріалів. Різні види припоїв для паяння вимагають різних марок флюсу, які підходитимуть їм за складом. Тут уже потрібно дивитися, який варіант більше підходить для конкретної марки, що використовується. Особливо це притаманно металів, які складно піддаються спаюванню.Для них потрібні спеціальні заводські флюси, які виготовляються під певну марку припою.
Ще однією причиною, чому не прилипає припій до паяльника, є перегрів інструменту. Якщо він високої потужності. Наприклад на 25 Ватт, дуже часто такі моделі перегріваються, якщо включені безпосередньо в електричну мережу. Щоб врегулювати це, потрібно використовувати підключення через діод із тумблером або регулятор. Тоді в'язкість матеріалу буде нормальною, щоб він схопився із поверхнею наконечника. Також можна підібрати слабші моделі паяльника. Але це може призвести до іншої проблеми, описаної нижче.
Такою проблемою, чому припій не липне до паяльнику, є недостатнє нагрівання. Коли паяльник занадто слабкий або ще не встиг прогрітися, він не зможе досягти потрібного значення температури, щоб розплавити матеріал. Потрібно знати, яка температура плавлення припою в конкретному випадку, щоб підібрати інструмент достатньої потужності, або дочекатися, поки повністю прогріється існуючий. Це також поширена проблема в домашніх умовах, де спостерігається обмеженість у технічному плані.
Ще однією причиною, чому припій не тримається на паяльнику, є використання старого інструменти. Мідь, з якої робиться жало, згодом покривається різноманітними оксидами, хоч і не так сильно, як інші метали. На ній навіть може бути жовтий наліт, що займає всю поверхню або одну його частину. Це дуже погіршує ступінь взаємодії коїться з іншими матеріалами. Таким чином, навіть за наявності нормальної температури розігріву та достатньої кількості флюсу процес схоплювання все одно може не виконуватися.Щоб виправити цю ситуацію, потрібно зачистити поверхню інструменту механічним способом та за допомогою розчинників. Обробка наждачним папером і будь-яким розчином, що знімає плівки та жирові покриття, зможе повернути паяльнику колишній стан. Після цього його слід заблудити і дати йому прогрітися, після чого можна приступати до роботи.
Підготовка паяльника для паяння проводів
Вибір потужності паяльника залежить від перерізу дротів. Для тонких одножильних, багатожильних мідних проводів, доріжок друкованих плат підійде паяльник із жалом 3 мм і потужністю 25 Вт. Для перерізу дротів від 2 мм і більше, потрібний паяльник потужністю 60 Вт, а для масивних деталей використовують молотковий паяльник потужністю 200 Вт.
Жало паяльника має бути чистим, без раковин. Щоб вирівняти жало паяльника використовують дрібний напилок. Після обробки жала його лудять, щоб мідь не окислялася. Також важливим елементом при паянні є підставка для паяльника. Якщо хочете якісно паяти дрібні дроти, елементи радіоелектронної плати, потрібно мати регулятор температури жала паяльника.
Таким регулятором можна виставити температуру паяльника для припоїв різних марок. Кращим варіантом регулятора температури жала паяльника буде пристрій датчиком температури, який встановлюється на жало паяльника. Встановлена температура жала не залежатиме від змін напруги мережі.

Регулятор температури для паяльника
Так як при паянні електричним паяльником утворюються отруйні пари припою та дим від каніфолі, робоче місце потрібно обладнати гарною витяжною вентиляцією. Висвітлення робочого місця не повинно бути тьмяним.Для зручності ремонту електронних плат можна придбати спеціальний утримувач плат з лінзою та підсвічуванням.
Можна зробити простий регулятор температури для паяльника своїми руками
У разі нікелевого покриття
Часто для паяння використовуються паяльники з так званим "вічним жалом", покритим тонким шаром нікелю. Чомусь вважається, що воно не лудиться. Справді, кому спаде на думку зчищати наждачкою нікелеве покриття?
Тим не менш, приходить час і стає помітно, що припій не тримається! У найкращому разі прилипає маленькими краплями. І що ж робити? Відповідь та сама – лудити!
Причина часто полягає в тому, що жало брудне. Для початку все ж таки варто переконатися, що нікелеве покриття не пошкоджене.
Після цього потрібно прибрати нагар. Зробити це можна на трохи нагрітому паяльнику вологою ганчіркою, складеною в кілька шарів.
Подальші дії такі:
- відразу після видалення нагару жало необхідно опустити в баночку з каніфоллю, в якій попередньо помістили шматочок припою;
- паяльником необхідно розплавляти каніфоль навколо припою, щоб той потонув;
- під шаром рідкої гарячої каніфолі торкнутися припою. Він відразу покриє всю робочу поверхню жала.
Найкращим способом уникнути ситуації, коли припій не прилипає, є неприпустимість перегріву жала.
Профілактика завжди була найдієвішим засобом. Якщо немає можливості придбати інструмент з регулюванням температури, можна придбати регулятор напруги, що димується, або виготовити його самостійно. Якщо стежити за температурою нагріву, то лудити паяльник доведеться набагато рідше.
Вибір флюсу та припою для паяння проводів
Залежно від типу паяння вибирається марка припою.Найпоширеніша марка припою це ПОС-61. Припій олов'яно-свинцевий із вмістом олова 61%. Температура плавлення має 190 С, і підходить він для будь-яких паяльників. Цей припій використовується там, де немає навантаження на з'єднання.

Характеристики припоїв
Якщо з'єднання проводів має бути міцним, вибирають припій марки ПІС 40 або ПІС 30. Зручно користуватися припоєм ПІС-61 у вигляді прутка намотаного на котушку. Діаметр припою від 1 до 3 мм. Іноді зустрічається порожнистий припій із залитою всередину каніфоллю.
Також залежно від виду паяння дротів існують різні флюси, гелі, каніфоль. Флюс необхідний при паянні проводів, так як він видаляє оксиди з поверхні проводів, що спаюються, а також знижує поверхневий натяг припою, що дозволяє припою легко розтікатися по поверхнях, що зварюються.
Також флюси добре знежирюють поверхні. Ще одна перевага флюсів – це захист нагрітих поверхонь від оксидів. Без флюсів паяння мідних проводів паяльником було б утруднено. Багато флюсів містять такі активні речовини як кислоти, розчинники. Ці активні речовини залишаються на поверхні дроту та в припої.
Згодом вони руйнують з'єднання проводів. Тому в ПУЕ заборонено використовувати активні флюси для паяння з'єднань при монтажі електропроводки, електричних щитах. Ці флюси заборонені і в радіоелектронній промисловості, проте багато електриків використовують їх, адже не собі.

Флюси на основі каніфолі для паяння електричним паяльником
Не сперечаюся, такі флюси забезпечують швидке, зручне навіть гарне паяння, але ніхто не замислюється над наслідками. Існує флюс на основі каніфолі, який має високі характеристики при паянні проводів паяльником.Паяння виходять красиві, довговічні та надійні.
Цей флюс використовують також при паянні електронних плат. Зробити його досить просто. Зазвичай беруть шматок каніфолі, розбивають його в порошок і розчиняють у будь-якому спирті 90% у співвідношенні 50% на 50%, за обсягом. Розчиняється каніфоль у спирті легко. Для роботи з каніфоллю використовують пензлик.
Чому припій не тримається на паяльнику?
Це питання виникає у багатьох новачків. Адже майже у кожного пайовика-початківця був випадок, коли все розігріто до потрібної температури, але немає жодної взаємодії між витратним матеріалом і інструментом. Іноді це відбувається шляхом невеликої поправки параметрів робочого процесу, але часом потрібно застосовувати складніші методи.
Припій не тримається на паяльнику
Першою та основною причиною, чому паяльник не бере припій, є недостатня кількість необхідного флюсу. Саме це головна помилка новачків. Флюс може бути відсутнім, що легко виправляється його включенням у робочий процес, і тоді якою б високою температура інструменту не була, він не зможе відокремити частину розплавленого металу. Але може статися, що флюс все ж таки застосовується, але його кількості не вистачає, щоб припій залишився на шкоді. Для цього потрібно рясно змастити як саме жало, так і припій. Для цього досить просто мокнути розігріте жало в каніфоль або інший флюс.
Більш складною проблемою є неправильний вибір додаткових витратних матеріалів. Різні види припоїв для паяння вимагають різних марок флюсу, які підходитимуть їм за складом. Тут уже потрібно дивитися, який варіант більше підходить для конкретної марки, що використовується.Особливо це притаманно металів, які складно піддаються спаюванню. Для них потрібні спеціальні заводські флюси, які виготовляються під певну марку припою.
Ще однією причиною, чому не прилипає припій до паяльника, є перегрів інструменту. Якщо він високої потужності. Наприклад на 25 Ватт, дуже часто такі моделі перегріваються, якщо включені безпосередньо в електричну мережу. Щоб врегулювати це, потрібно використовувати підключення через діод із тумблером або регулятор. Тоді в'язкість матеріалу буде нормальною, щоб він схопився із поверхнею наконечника. Також можна підібрати слабші моделі паяльника. Але це може призвести до іншої проблеми, описаної нижче.
Такою проблемою, чому припій не липне до паяльнику, є недостатнє нагрівання. Коли паяльник занадто слабкий або ще не встиг прогрітися, він не зможе досягти потрібного значення температури, щоб розплавити матеріал. Потрібно знати, яка температура плавлення припою в конкретному випадку, щоб підібрати інструмент достатньої потужності, або дочекатися, поки повністю прогріється існуючий. Це також поширена проблема в домашніх умовах, де спостерігається обмеженість у технічному плані.
Ще однією причиною, чому припій не тримається на паяльнику, є використання старого інструменти. Мідь, з якої робиться жало, згодом покривається різноманітними оксидами, хоч і не так сильно, як інші метали. На ній навіть може бути жовтий наліт, що займає всю поверхню або одну його частину. Це дуже погіршує ступінь взаємодії коїться з іншими матеріалами.Таким чином, навіть за наявності нормальної температури розігріву та достатньої кількості флюсу процес схоплювання все одно може не виконуватися. Щоб виправити цю ситуацію, потрібно зачистити поверхню інструменту механічним способом та за допомогою розчинників. Обробка наждачним папером і будь-яким розчином, що знімає плівки та жирові покриття, зможе повернути паяльнику колишній стан. Після цього його слід заблудити і дати йому прогрітися, після чого можна приступати до роботи.
Як паяти паяльником мідні дроти
Першим пунктом паяння поставимо очищення дротів від оксидної плівки. Окисною плівкою покритий не тільки алюміній, а й мідь. Присутність її на міді ускладнює лудіння дротів, лудіння відбувається ділянками, нерівномірно. Тому чистять мідний дріт гострим ножем з усіх боків.
Після зняття оксидів поверхню дроту змочують пензликом з рідкою каніфоллю. Жалом паяльника беруть трохи припою і проводять лудіння дроту. Провід можна не прокручувати рух жалом паяльника вперед, і ми бачимо, як припій миттєво розтікається по всьому дроту.
Тепер ще один важливий момент, перед тим як паяти мідні дроти — це з'єднання. Запам'ятайте, що всі з'єднання проводів повинні бути закріплені. Способи кріплення проводів показані нижче. Не можна паяти внахлест без кріплення. Паяння виходить дуже слабким, хоч і рівним. Таке паяння довго не витримує механічне навантаження, невелику вібрацію.

Способи з'єднання дротів скруткою
Після з'єднання луджених дротів скруткою, наносять пензликом трохи рідкої каніфолі і паяють. Невеликий рух жалом паяльника вперед від ізоляції та ідеальна пайка готова.Чому тут можна паяти від ізоляції, тому що паяння рідкою каніфоллю відбувається за дуже короткий час і ізоляція дроту не встигає підгоріти. Після паяння залишки каніфолі змиваються твердою щіточкою зі спиртом.

Рідка каніфоль
Візуально можна визначити якість паяння електропроводки та електронних плат: 1. Паяння має бути скелетним, тобто має переглядатися скелетне з'єднання проводів, висновків елементів. 2. Паяння має бути глянсовим, без раковин і бульбашок.
На якість паяння впливає температура жала паяльника. Для ПІС 61 температура тиснула 190 С, з невеликою корекцією у верхню сторону. Корекцію температури жала паяльника визначають дослідним шляхом плавлення припою. Припій повинен легко плавитися і добре триматися на шкоді паяльника. Якщо припій збирається в краплі і стікає, то паяльник перегрітий.
Часто запитують, чи можна паяти під напругою. Відповідь однозначна – ні. Під напругою будь-які електротехнічні роботи (крім вимірювальних) заборонені. На корпусі паяльника може бути мережна напруга, при спробі паяння проводів під напругою відбудеться коротке замикання.
У разі нікелевого покриття
Часто для паяння використовуються паяльники з так званим "вічним жалом", покритим тонким шаром нікелю. Чомусь вважається, що воно не лудиться. Справді, кому спаде на думку зчищати наждачкою нікелеве покриття?
Тим не менш, приходить час і стає помітно, що припій не тримається! У найкращому разі прилипає маленькими краплями. І що ж робити? Відповідь та сама – лудити!
Причина часто полягає в тому, що жало брудне. Для початку все ж таки варто переконатися, що нікелеве покриття не пошкоджене.
Після цього потрібно прибрати нагар.Зробити це можна на трохи нагрітому паяльнику вологою ганчіркою, складеною в кілька шарів.
Подальші дії такі:
- відразу після видалення нагару жало необхідно опустити в баночку з каніфоллю, в якій попередньо помістили шматочок припою;
- паяльником необхідно розплавляти каніфоль навколо припою, щоб той потонув;
- під шаром рідкої гарячої каніфолі торкнутися припою. Він відразу покриє всю робочу поверхню жала.
Правильна підготовка до роботи
Безпосередня підготовка інструменту до паяння полягає у проведенні роботи з лудіння. Адже саме до нелудженого металу не прилипає паяльний матеріал.
Лудіння називається покриття поверхні тонким шаром олова.
До речі, так само готують до паяння деталі. Як же обдурити паяльник? Так, дуже просто. Тільки заблудити треба не весь інструмент, а лише його жало.
Спочатку необхідно очистити його механічним способом. Для цього підійде напильник або наждачний папір. Чистити потрібно ретельно, не залишаючи борозенок та подряпин, у яких могла б залишитися окисна плівка. Звичайно, паяльник при цьому має бути холодним.
Етапи лудіння жала
Для лудіння знадобляться:
- паяльник;
- напилок;
- каніфоль;
- олово;
- дощечка із натурального дерева.
Процедура лудіння досить проста, але потребує певного часу. Вона зводиться до таких дій:
- Напилком потрібно зачистити до блиску мідну поверхню джала. Для цього його прикладають плашмя до кінчика жала. Така обробка потрібна не тільки для нового паяльника, але й для старого обладнання, яке жало могло покритися мідним окисом. У ході обробки напилком жало має придбати гладку і блискучу поверхню.
- Напильник потрібно після цього розігріти і опустити в каніфоль, а потім в олово та на дощечку. Відразу припій не прилипатиме до жалу. Це тим, що мідна поверхня жала паяльника ще покрилася рівномірно припоєм. Для того щоб завершити процедуру лудіння, необхідно повторювати зазначений алгоритм дії доти, поки поверхня жала з жовтої не перетвориться на сріблясту. У цьому випадку можна вважати процедуру лудіння завершеною та приступати до спайки потрібних деталей.
Як правильно паяти паяльником дроти: мідні, алюмінієві

Найбільш поширеним способом з'єднання в сучасній електропроводці є паяння дротів. Для даного способу характерний високий ступінь надійності електричного з'єднання, що у свою чергу забезпечує високу пожежну безпеку та загальну безпеку експлуатації. Яким чином досягти бажаного результату, правильно та безпечно виконати дану роботу розглянемо нижче. Почнемо із підготовки. Далі будуть описані теоретичні та практичні аспекти паяння мідних та алюмінієвих провідників. Розглядати детально вибір між міддю та алюмінієм, мабуть, не будемо. Зазначимо лише, що хоча мідь і коштує більше, зате за якістю та довговічністю значно перевершує алюмінієву проводку. Отже, до вашої уваги порядок паяння проводів у розподільчій коробці.
Переваги та недоліки паяння електропроводки

Паяне з'єднання вважається одним з найкращих за надійністю
Щоб правильно спаяти дроти, потрібно ознайомитися з перевагами та недоліками методу. Незважаючи на існуючі аналоги, цей спосіб вважається найпоширенішим і популярним, особливо в електроніці.
- Надійність.Важливий параметр – наявність та величина перехідного опору. Чим воно нижче, тим краще. У паяння цей параметр надзвичайно малий. За надійністю паяння поступається зварюванню тільки в одному випадку – якщо роботи доводилося виконувати в екстремальних умовах, наприклад, в середовищі з високою або низькою температурою, вплив агресивних середовищ. Якщо йдеться про квартирну проводку або заміський будинок, подібні фактори виключені.
- З'єднання не потребує обслуговування.
- Універсальність використання. За допомогою паяння вдається з'єднувати одножильні та багатожильні дроти з різними площами перерізу, у будь-яких комбінаціях. Така універсальність дозволяє вирішити багато нестандартних і складних завдань. До того ж використання флюсів забезпечує надійне з'єднання мідних та алюмінієвих жил.
- Низька вартість з'єднання. Для проведення робіт знадобиться паяльник, припій та флюс. Вартість мала, а витрата економічна.
- Низька технологічність. Для проведення робіт потрібно виконати багато підготовчих заходів, звідси випливає висока трудомісткість.
- Потреба у кваліфікації виконавця.
При паянні зміни в матеріях відбуваються на молекулярному рівні, тому попередньо спаювані деталі піддаються ґрунтовній підготовці.
З'єднання міді та алюмінію
При з'єднанні паянням мідних і алюмінієвих проводів можна зіткнутися з безліччю труднощів, подолати які можливо, тільки застосувавши альтернативні методи з'єднань.

Справа в тому, що алюміній і мідь покриваються на повітрі оксидною плівкою.І якщо самі собою ці плівки ніяк не впливають на стан провідника і навіть забезпечують досить непогану провідність, то з'єднуючись разом, вони сприяють виникненню потужної хімічної реакції. Під дією вологи, що міститься в повітрі, в місці контакту оксидів алюмінію і міді починається процес електролізу, тобто утворюється електричний струм через те, що іони обох матеріалів мають різні електричні потенціали.
Електричний струм є рухом заряджених частинок – іонів і при їх русі метали в місці контакту руйнуються. При цьому сильніше руйнується алюміній. Руйнування викликає погіршення контакту, а згодом збільшується електричний опір з'єднання і нагрівається. При сильній корозії, коли безпосередній контакт між двома матеріалами вже втрачено, виникає електрична дуга, яка й довершує руйнування.
З'єднувати мідь із алюмінієм рекомендується лише через третій, нейтральний матеріал. Найчастіше для цього застосовують сталеві клемники або затискачі.
Що потрібно для паяння електропроводки

Паяльник електричний
Перед тим як запаяти провід, готують робочий інструмент та витратні матеріали. Для виконання роботи буде потрібно наступний список інструментів:
- Звичайний побутовий паяльник, потужність якого коливається не більше 40-100 Вт. Як аналог використовують зварювальний апарат, на якому є можливість керувати температурою жала, що спрощує процес паяння.
- Дрібний напилок для зачистки жала паяльника.
- Ніж для видалення шару ізоляційного.
- Пасатижі для скручування.
- Каніфоль, призначена для лудіння поверхні.
- Припій для спайки різних матеріалів як аналог використовують безкислотні флюси.
Газовий пальник Припій

Каніфоль соснова для паяння
Паяння алюмінієвих і мідних проводів дещо відрізняється видами припоїв, що використовуються.
- ПОС-40
- ПОС-50
- ПОС-60
- Сплав із олова та цинку – ЦО-12
- Сплав із міді, олова та цинку – А
- Сплав олова та цинку типу П250А
- Сплав із алюмінію та цинку – ЦА-15
Паяння міді в домашніх умовах
М'які метали досить складно піддаються термічній обробці. Паяння міді, латуні та бронзи в домашніх умовах найчастіше виконується твердим припоєм, хоча іноді використовуються спеціальні пасти.
Мідь – один із найдавніших металів, який використовується людьми для створення різних прикрас, пристроїв та комунікацій. Характеризується високою пластичністю та рожево-червоним кольором, іноді із золотистим відтінком. У домашньому господарстві мідь найчастіше застосовується у водопровідних трубах, в опаленні, тому що вона не піддається корозії та стійка до перепадів температур.

Фото — мідні сполуки
Розробка boost перетворювача на DSP: принцип роботи, розрахунки, макетування
Існує безліч видів паяння, для міді застосовується капілярна. Вона дозволяє максимально акуратно та міцно з'єднати дві частини трубопроводу або радіодеталей. Також цей термічний вплив ділиться на:
Високотемпературне паяння характеризується більш високою міцністю шва. Крім цього, вона дозволяє забезпечити з'єднанню термостійкість, що дуже важливо для різних комунікацій. Але при цьому цей вид робіт не використовується на різьбових з'єднаннях. Для проведення такого паяння потрібне спеціальне обладнання – пальник з п'єзопідпалом та ацетилом, пропаном.

Фото — мідні елементи
Низькотемпературна використовується під час роботи з м'якими припоями (пастями, гелями). Головна перевага цієї методики – простота та легкість проведення робіт. Проводиться при температурі нижче 425 градусів, тому спайка може вироблятися навіть паяльником. Він полягає в тому, що під впливом певної температури припій, нанесений на зазор між деталлю і ділянкою, що з'єднується, розширюється, закриваючи собою зазор.

Фото – процес паяння
Також є одне важливе правило, яке не можна порушувати в жодному разі. Паяння міді та алюмінію, або алюмінію з латунню суворо заборонено. Вона виконується для електричних проводів, наприклад, якщо потрібно розгалужити проводку у старих будинках. Це заборонено через різницю лінійного теплового розширення металів та ймовірність короткого замикання в місці стику.
Як правильно запаяти дроти

Приклад універсального заточення жала паяльника та правильного обслуговування його робочої області
Процес паяння може дещо відрізнятися залежно від матеріалів, що використовуються. Різні способи передбачають застосування різних паяльних складів та флюсів. Найчастіше паяння проводів проводиться при з'єднанні мідних проводів із площею перерізу до 6 мм.кв.
При виконанні робіт дотримуються наступного алгоритму:
- З проводів знімається ізоляційний шар приблизною довжиною 5-6 див.
- Розігрівають робочий інструмент і покривають поверхню шаром каніфолі або флюсу. Перший погано працює на окислених поверхнях, при глибокому проникненні в скручування важливо попередньо ретельно обробляти матеріали.
- Прогріваючи провід за допомогою розігрітого інструменту з припоєм на жалі, важливо досягти рівномірного розподілу припою по всій поверхні, що обробляється.
- При паянні скручування фахівці повинні заповнити припої всі нерівності.
- Після закінчення роботи всі скручування ретельно ізолюють за допомогою спеціальних насадок, ізоленти і термозбіжної трубки.
Якщо потрібно працювати з алюмінієм, важливо зважати на його високу швидкість окислення при контакті з киснем. Плівка, що утворюється, не дозволяє створити надійне зчеплення металу з припоєм.

Зачищення проводів від ізоляції
Окис видаляється механічним способом, далі обслуговується поверхня. Алгоритм з'єднання алюмінієвих жил залежить від різновиду флюсу, що використовується, і площі перерізу. Для нагрівання, як правило, використовують газовий пальник.
Порядок паяння жил площею 4-10 мм.
- На кінцях жил довжиною 5-6 см видаляється ізоляційний шар.
- Для отримання металевого блиску жили зачищають надфілем, наждачним папером чи ножем.
Лудіння багатожильних проводів - З'єднують жили один з одним внахлест способом подвійного скручування, в місці торкання посередині робиться жолобок.
- Місце з'єднання прогрівають до температури, що наближається до температури плавлення спайки.
- Аналогічним способом обробляється кожна сторона скручування, всі порожнини заповнюються оловом.
- Після закінчення робіт місце з'єднання очищають бензином.
- Очищена поверхня покривається асфальтовим лаком та ретельно ізолюється.
Роботи не відрізняються швидкістю, проте висока якість та довговічність з'єднань коштує витраченого часу та сил.



Процес паяння електропаяльником
Вся технологія паяння паяльником дротів може бути поділена на кілька послідовних етапів. Усі вони повторюються у певній послідовності:
- Підготовка провідників. При паянні дротів вони звільняються від ізоляції.Після цього з них видаляється механічним шляхом оксидна плівка. Можна використовувати невеликий шматок наждакового паперу із дрібним зерном. Метал повинен блищати і бути світлим.
- Лудіння. Розігрівають паяльник до температури плавлення каніфолі (при дотику починає активно плавиться). Беруть провідник, підносять до шматка каніфолі, прогрівають паяльником так, щоб вся зачищена частина дроту виявилася зануреною в каніфоль. Потім на жало паяльника беруть краплю припою і розносять його обробленою частиною провідника. Припій швидко розтікається, покриваючи тонким шаром провід. Щоб він розподілявся швидше та рівномірніше, провід трохи повертають. Після лудіння мідні провідники втрачають почервоніння, стаючи сріблястими. Так обробляють усі дроти, які треба буде припаювати

Ось, власне, і все. Так само можна спаяти два або більше дроти, можна припаяти провід до якогось контактного майданчика (наприклад, при паянні навушників — провід припаяти можна до штекеру або до майданчика на навушнику) і т.п.
Після того, як перестали паяти паяльником дроти і вони охолонули, з'єднання необхідно ізолювати. Можна намотати ізоленту, можна надіти, а потім розігріти термозбіжну трубку. Якщо йдеться про електропроводку, зазвичай радять спочатку навернути кілька витків ізоленти, а зверху надіти термозбіжну трубку, яку прогріти.
Відмінності технології при використанні флюсу
Якщо використовується активний флюс, а не каніфоль, процес лудіння змінюється. Очищений провідник змащується складом, після чого прогрівається паяльником з невеликою кількістю припою. Далі все як описано.

Паяння скручування з флюсом – швидше і простіше
Є відмінності і при паянні скруток із флюсом.В цьому випадку можна кожен провід не лудити, а скрутити, потім обробити флюсом і відразу починати паяти. Провідники можна навіть не зачищати – активні склади роз'їдають оксидну плівку. Але замість цього доведеться місця паяння протирати спиртом, щоб змити залишки хімічно агресивних речовин.
Особливості паяння багатожильних проводів
Описана вище технологія паяння підходить для моножилів. Якщо провід багатожильний, є нюанси: перед лудінням проводки розкручують, щоб можна було все занурити в каніфоль. При нанесенні припою слід стежити, щоб кожен проводок був покритий тонким шаром припою. Після остигання, дроти знову скручують в один джгут, далі можна паяти паяльником як описано вище – зануривши жало в припій, прогріваючи місце спайки і завдаючи олово.

При лудженні багатожильні дроти треба «розпушити»
Чи можна паяти мідний провід з алюмінієвим
З'єднання алюмінію з іншими хімічно активними металами робити не можна. Оскільки мідь – хімічно активний матеріал, то мідь та алюміній не з'єднують і не паяють. Справа в дуже різній теплопровідності та різної струмопровідності. При проходженні струму алюміній нагрівається і більше розширюється. Мідь гріється та розширюється значно менше. Постійне розширення/звуження різною мірою призводить до того, що навіть найкращий контакт порушується, утворюється струмопровідна плівка, все перестає працювати. Тому мідь та алюміній не паяють.
Якщо виникає така необхідність з'єднати мідний та алюмінієвий провідники, роблять болтове з'єднання. Беруть болт з підходящою гайкою та три шайби. На кінцях проводів, що з'єднуються, формують кільця за розміром болта.Беруть болт, надягають одну шайбу, потім провідник, ще шайбу наступний провідник, поверх третю шайбу і все фіксують гайкою.

Алюмінієвий та мідний провідники паяти не можна
Є ще кілька способів з'єднати алюмінієву та мідну лінії, але паяння до них не відноситься. Прочитати про інші способи можна тут, але болтове – найпростіше і надійне.
Як паяти мідні та алюмінієві дроти.

Паяння проводів методом скручування
Мідний дріт ретельно зачищають, потім занурюють у каніфоль. Фахівець розплавляє кілька крапель припою і для лудіння провід занурюють у розплавлену масу. Процедура виконується обережними та рівномірними рухами.
Припій для паяння повинен прикривати поверхню дроту мінімально, наскільки це можливо. Надлишки видаляють розпеченим паяльником. Під час виконання робіт червоний відтінок мідного дроту має змінитися сріблястий.
Якщо робота має бути з багатожильними паяльниками, кожен дріт повинен бути розкручений і лише після лудиться. Далі все повертається у вихідне становище.
Алюмінієвий провід перед паянням електричних проводів потрібно зачистити, після чого рівномірно розподілити на його поверхні раніше підготовлений флюс. Далі провід з алюмінію ретельно натирається невеликим шматком тинолю та прогрівається полум'ям газового пальника. Такі маніпуляції дозволять ефективно позбутися оксидної плівки.
Щоб збільшити показник якості з'єднання однодротяних проводів, використовується скручування із залужених проводів невеликих розмірів. Всі порожнини, що утворюються, заповнюються тинолем.
Наступний етап – з'єднання мідних та алюмінієвих проводів. Для цього відновлюють ізоляційний шар.Для сухих приміщень можна використовувати лише бавовняну ізоленту.
Процес паяння електропаяльником
Як паяти дроти, що для цього потрібно зробити:
- Залудити паяльник. Для заточування жала потрібно використовувати наждачний папір, яким працюють до отримання гладкої поверхні. Після цього розігріте жало занурюють у каніфоль та припій. Наконечник прикладають до дерев'яної дощечки. Маніпуляції повторюють доти, поки жало паяльника не набуде сріблястого кольору.
- Залудити дроти. Їх очищають від обплетення і покривають каніфоллю, поверх накладають наконечник паяльника. Після оплавлення флюсу провід витягають.
- Припаювати залужені частини. Жало приладу обробляється припоєм, місце паяння розігрівається до потрібної температури. Після покриття дротів оловом уникають зайвих рухів. Для швидкого остигання використовують вентилятор.
Особливості паяння при використанні флюсу
Паяння деталей із застосуванням флюсу має такі особливості:
Читайте також: Що таке активна, реактивна та повна потужність – просте пояснення
- Температура плавлення для каніфолі має бути нижчою, ніж для припою. Ця умова вважається обов'язковою для міцного зчеплення деталей.
- Флюс не повинен контактувати із розплавленим оловом. Кожен засіб утворює окреме покриття, що забезпечує надійне з'єднання деталей.
- Каніфоль слід рівномірно розподіляти поверхнями.
- Рідкий флюс повинен змочувати всі деталі, що запаюються, і мати підвищену плинність.
- Потрібно вибирати засіб, що розчиняє і видаляє плівки, що з'являються на поверхнях з неметалічних матеріалів.
- Потрібно застосовувати флюс, який не вступає в реакцію з матеріалами, що з'єднуються.Це допомагає зберегти робочі характеристики елементів.
Пайка багатожильних проводів
Багатьох цікавить питання, як правильно паяти паяльником такі дроти. З'єднання виконується таким чином:
- дроти очищаються від ізоляції;
- оголені жили зачищаються до металевого блиску;
- місця з'єднання обробляються припоєм;
- деталі скріплюються методом скручування;
- місце паяння зачищається наждачним папером (не повинні залишатися задирки, що порушують міцність кріплення);
- з'єднання покривається розплавленим припоєм;
- місце скріплення обмотується ізолентою.
Чи можна паяти мідний провід з алюмінієвим
Алюмінієві та мідні провідники можна запаяти. У такому випадку застосовують спеціальний припій для алюмінію. Мідний провід потрібно якісно заблукати. Цього достатньо для попередження хімічних реакцій між мідними проводами та алюмінієвими.
Рекомендації, запобіжні заходи

Професійний паяльник DANIU 110V/220V 60W з регулюванням температури та набором інструментів
Слід ознайомитись із рекомендаціями, які дозволять якісно виконувати поставлені завдання:
- При виборі паяльника слід звертати увагу на моделі, оснащені додатково конусами, голками та комплектом змінних наконечників.
- Перш ніж приступати до виконання паяння, потрібно приділити особливу увагу зачистці жала. Якщо наконечник занадто забруднений, весь бруд видаляють за допомогою паяльника. Допоміжно можна використовувати шматки дерева чи картон.
- У разі зміни довжини паяльника також змінюється температура нагрівання інструменту.
- Під час нагрівання робочого елемента не рекомендується паяльник залишати сухим. Потрібно жало регулярно опускати у каніфоль.
Важливо дотримуватися запобіжних заходів.Працювати потрібно в засобах індивідуального захисту: спеціальний одяг (спецювання), окуляри та рукавички. Не можна залишати відкриті ділянки тіла, інакше можуть утворитися сильні опіки.
Матеріали для паяння
Щоб вирішити таку проблему, необхідно мати такі матеріали та інструменти як:
- паяльник;
- паяльне олово;
- паяльна кислота;
- спирто-каніфольний флюс;
- флюс для паяння алюмінію;
- ортофосфатна кислота;
- пінцет;
- пасатижі;
- ножиці,
а також інші пристосування для паяння. Викладена тема тут ніби проста, але охоплює більш такий широкий діапазон, – до чого припаяти і як припаяти.
Як проводити пайку вдома: рекомендації
Інструменти та матеріали для паяння.
У домашніх умовах найбільш поширена паяння деталей радіотехніки. Операція не викликає жодних складнощів, її може виконувати практично будь-яка людина. Паяння завжди можна легко демонтувати, воно відрізняється водостійкістю.
До негативної сторони можна віднести низьку міцність. Немає сумісності з іншими металами. Паяння погано переносить холод і високу температуру.
Щоб виконувати паяльні роботи, необхідно мати припій із легкого плавкого металу.
Припій виготовляється із поєднань свинцю з оловом. Завдяки наявності конкретного матеріалу припої можуть мати різну температуру плавлення. Саме ця обставина і зумовлює основну сферу їхньої роботи. Найчастіше користуються припоєм, у якого температура плавлення сягає 200 градусів.

Справа в тому, що флюс, що забезпечує плинність припою, починає швидко обвугливатись. Іноді потрібне проведення додаткової зачистки. Поки припій повністю не охолоне і стане твердим, забороняється рухати деталі.
Високоякісним визнається рівень паяння, коли припій найтоншим шаром обволікає місце паяння.
Зварювання
Розглянемо, як здійснюється трубна паяння міді та своїми руками:
- Будь-яка технологія має на увазі підготовку труби. Вам знадобиться обрізати комунікацію до потрібного розміру та обробити кінці фаскознімач. Це потрібно, щоб наступний елемент при з'єднанні не пошкодився і вийшло максимально жорстке зчеплення деталей;
- На край труби з міді наноситься флюс для паяння, його намазують на фітинг або іншу трубу. Після цього потрібно акуратно вставити комунікації одна в одну. Якщо розпаювання проводиться припоєм, що самофлюсується, або електродом, то флюс можна не використовувати;
- У стик вставляється вибраний припій. Слід зазначити, що й використовується паста, її потрібно наносити після флюсу. Під впливом певної температури речовина почне плавитися, заповнюючи собою вільний простір у трубі. Дуже важливий момент: на припій не можна впливати прямим вогнем, він повинен розплавитись тільки від тепла розігрітої труби;

Фото – пайка з припоєм - Якщо використовується лудіння, то флюс і припій наносяться дуже тонким шаром, інакше інакше, на місці паяння утворюється некрасивий об'ємний шов. Якщо здійснюється ремонт замків чи радіодеталей (usb, контактів), це може порушити процес роботи елемента;
- Після закінчення нагрівання інструмент забирається. У цей момент трубу не можна рухати – з'єднання ще надто пластичне, при повороті металевих відводів можна пошкодити кріплення. Охолоджують мідні труби природним шляхом;
- Залишається лише видалити залишки припою чи флюсу щіткою, абразивним папером чи пензлем.Місце стику не рекомендується переохолоджувати першу добу, коли процес застигання металу не завершено.

Фото – після зачистки
Чим паяти нержавіючу сталь
Спаювання нержавіючої сталі є трудомістким процесом. Воно виробляється за температури від 500 до 700 градусів Цельсія з допомогою припою (тинолю). Припій для нержавіючої сталі вибирається виходячи з умов паяння та складу сталі. Сплав містить не більше 25% хрому та 25% нікелю, такі склади дають дуже міцні сполуки. Як флюс використовується бура, яка наноситься на поверхню у вигляді пасти або порошку. Після розплавлення бури метал нагрівається і стає яскраво-червоного кольору, потім у ці сполуки вводиться припій.

Після закінчення паяння флюс, що залишився, видаляється за допомогою води або пісочного обдування. Застосування азотної та соляної кислоти вкрай небажане, тому що може відбутися реакція припою та металу з руйнуванням останнього.
Які існують припої
Як уже говорилося вище, з'єднання деталей при пайці проводиться за допомогою спеціальних сплавів металів – припоїв, яких існує безліч, на всі випадки життя. Але в основному їх можна поділити на два великі класи:
- Низькотемпературні чи м'які. Температура плавлення менше ніж 350°C. У свою чергу діляться на кілька видів:
- Олов'яно-свинцеві. Цифра в їх позначенні показує процентний вміст олова: ПІС-18 (температура плавлення – 277 ° C), ПІС-30 (256 ° C), ПІС-40 (235 ° C), ПІС-50 (222 ° C), ПІС- 61 (190 ° C), ПОС-90 (222 ° C). Для монтажу радіоелектронних виробів найбільш широко застосовується ПОС-61 або його імпортні аналоги, наприклад, 60/40 Alloy. Для решти застосувань, у тому числі побутових, що не потребують дуже високої якості сполук, найчастіше використовується ПОС-30.
- Безолов'янисті – свинцеві (327°C), свинцево-срібні (304°C).
- Легкоплавкі – сплави Вуда (60,5°C), д'Арсенваля (79,0°C), Розе (97,3°C).
- Спеціальні, наприклад, для паяння алюмінію – Авіа-1 (200 ° C), Авіа-2 (250 ° C).
Представлені кількома класами:
Олов'яно-свинцеві припої найбільш широко використовуються в багатьох галузях промисловості та побуту. Вони випускаються як прутків чи дроту. Для застосування в монтажі радіоелектронних виробів використовуються трубчасті припої у вигляді дроту із наповнювачем-флюсом у середині.
Паяння оцинкованого заліза
При виробництві оцинкованих виробів з вуглецевої сталі їх часто цинком покривають за допомогою методу гарячого занурення. Щоб отримати блискучу поверхню сталі, у ванну додаються свинець, олово та алюміній у кількості 1%. Листи із сталі також покриваються цинком за допомогою гальванічного способу.
Оцинковане залізо важко піддається пайці, тому необхідно мати спеціальні активні флюси, що складаються з концентрованої соляної кислоти та розчину цинкоамонієвого хлориду, а також флюси на основі хлористого цинку та амонію з добавкою хлористого олова. Олов'яно-свинцеві припої у поєднанні з флюсами мають хорошу плинність та забезпечують високоміцні сполуки.
Попередньо на поверхню, що спаюється, наноситься флюс, після чого дотримується витримка. Це потрібно для того, щоби пройшла реакція. Для паяння необхідно мати великий паяльник із високою робочою температурою. Перед тим, як спаяти провідники, потрібно попередньо розтерти поверхню з'єднання, а після спаювання слід видалити залишки флюсу.